












ABS:研究人员在FDM 3D打印中测试温度和速度设置

在“使用不同工艺参数制造的3D打印丙烯腈-丁二烯-苯乙烯元结构的层间物理特性和压缩行为”中,莱特州立大学研究员Sivani Patibandla研究了ABS在压力下的变现,使用 MakerBot 2X Replicator 3D打印机,测量对温度和速度的不同响应。
与大量先前关于材料和3D打印的研究相比,检查了声子元结构(通常是晶格或周期性结构)的制造,因为Patibandla在本研究中使用FDM 3D打印,采用了几种不同类型的硬度测试。使用三种不同的速度生产九种不同的3D打印立方体,其填充密度为50%。样品在SolidWorks中创建,在MakerBot上制造,然后使用INSTRON 5500R进行压缩测试。
“绘制样品的应力 - 应变曲线,并比较模量、屈服应力和破坏应力。研究了各层中打印纤维的形状和尺寸、纤维间距和纤维与纤维的界面等物理特性。”Patibandla在她的论文中指出,“此外,它们对16种打印样品的机械特性的影响根据层的物理特性进行检查和解释。 硬度测试使用MICROMET 1,负载为25gf。对于所有样品,微压头从顶部和横截面处接触纤维,以比较其对制造温度和制造速度变化的影响。
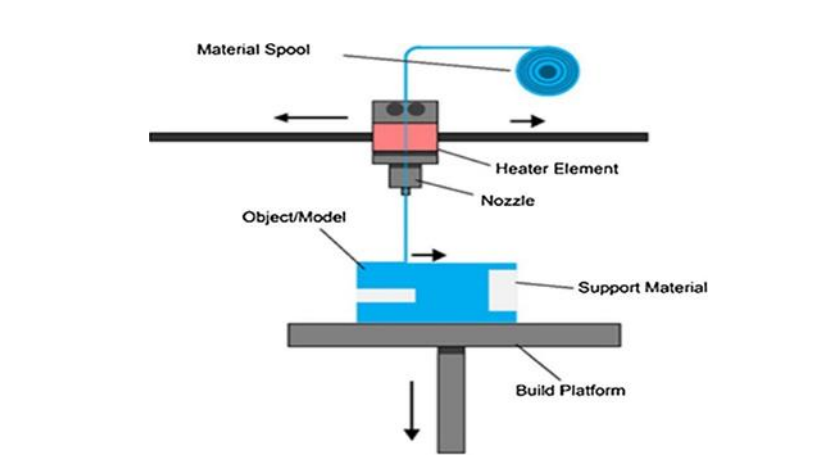
FDM过程示意图
每个立方体的构造尺寸为30 毫米×30 毫米×30 毫米,通过铣削去除侧壳,以便更容易进行研究,最终得到尺寸为24 毫米×24 毫米×30 毫米。Patibandla指出他们能够改变以下变量:
•打印制作速度
•挤出制造温度
•填充百分比
•填充几何体
•层厚度
•其他参数
部件的制造温度为210摄氏度、230摄氏度、250摄氏度,制造速度为100毫米/秒,125毫米/秒和150毫米/秒。使用三种不同的放大倍数6.3、18和20从顶部观察立方体。
“对于每个样本,读数在6个不同的位置进行,平均值被认为是了解不确定性。根据测量值,观察到在低制造温度下纤维之间存在大的间隙,并且随着制造温度的增加,间隙减小。”研究人员说。
横截面的放大倍数为10、16和18。Patibandla指出,低制造温度的纤维似乎比高打印温度下的3D打印更均匀。在0.5毫米/分的位移控制下进行压缩测试,每个样品压缩至15毫米压碎长度,高度为50%。
绘制应力 - 应变曲线以找到以下内容:
•弹性模量
•屈服强度
•失效强度
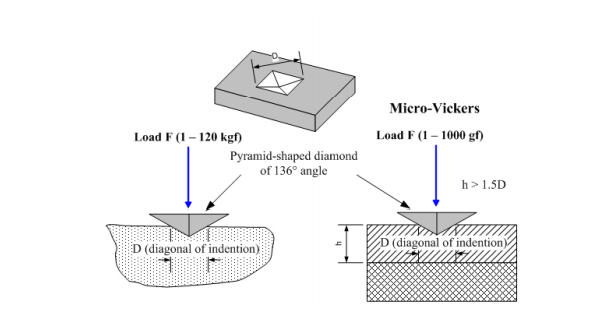
维氏硬度试验
在评估硬度时,对所有样品使用维氏硬度试验。
“第一组标本在3个不同位置从顶部以25 gf的载荷缩进,并获得结果的平均值以获得准确的结果。而第二组样品从纤维交叉点处的横截面以相同的25gf载荷缩进。测试在3个不同的位置进行,结果为平均值。由于表面不是平坦的,从顶部压痕,因此仅记录纤维长度方向上的压痕长度,这是硬度的函数。”Patibandla说。
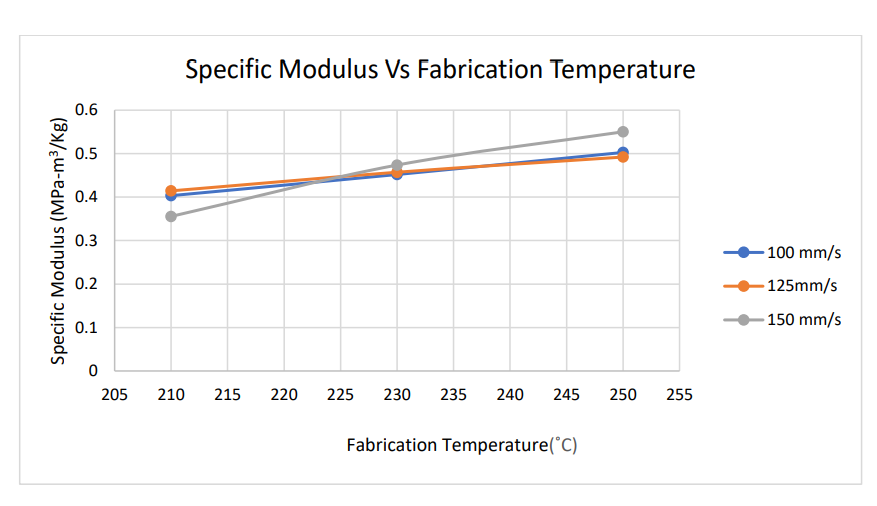
在使用三种不同的3D打印速度(100 毫米/秒,125毫米/秒和150毫米/秒)时,模量随着温度从210摄氏度增加到250摄氏度。
“对于条件9观察到最大值,屈服强度失效强度51的制造温度为250摄氏度,最小值为210摄氏度。最大弹性模量约为321.8兆帕,最小值为179.1兆帕。据观察,从210摄氏度到230摄氏度的模量大幅增加约56.7%,而从230摄氏度到250摄氏度则略有增加14.6%。”Patibandla说。
所有结果都表明,在更高温度下存在更高的屈服强度和破坏强度。研究还表明,速度不会影响任何机械特性。
“通过观察所有结果并进行比较,可以得出结论,制造温度越高,机械性能越好,反之亦然。然而,打印纤维在较低的制造温度下更均匀和更圆润。还观察到制造速度对任何物理或机械特性没有影响。”Patibandla总结道。
“在光学显微图像和测量的物理特性的情况下,很明显在高制造温度下,在低制造温度下,纤维之间的距离越来越小。可以得出结论,为了获得良好或高机械性能,高制造温度是优选的。由于其均匀性,低制造温度可用于声学类型应用。
提醒:我们希望在此做出提醒。您的实际打印温度可能与指定的温度不同。发现从指示温度打印+/- 20摄氏度的桌面3D打印机并不罕见。造成这种情况的原因很多,但主要与许多制造商不使用外部温度探头(例如红外线温度计)测试每个单元的实际喷嘴温度有关。这与在头部安装温度传感器的可变性相结合导致了单元之间的差异。这意味着在240摄氏度下打印实际上可能意味着您可能在260或更高版本打印。对于3D打印,一般来说,我们建议您使用通风橱来减少可能吸入的有害化学物质和颗粒。具体来说,当在任何材料的下方,周围或处于降解温度下进行打印时,我们会提醒您注意。使用ABS时,热降解温度约为260摄氏度,这意味着打印机上指定的打印温度为240摄氏度或更高,实际上可能意味着您在260摄氏度下进行处理,ABS化合物将在此温度下释放气体,例如但不是限于HCN。HCN或氰化氢是一种极毒的物质,应不惜一切代价避免与其接触。我们敦促所有3D打印机用户使用外部设备测量实际喷嘴温度,并在打印前获得通风橱。