












增材制造工艺的可变性
这是一个系列的一部分,第一、第二、第三部分都在这里。
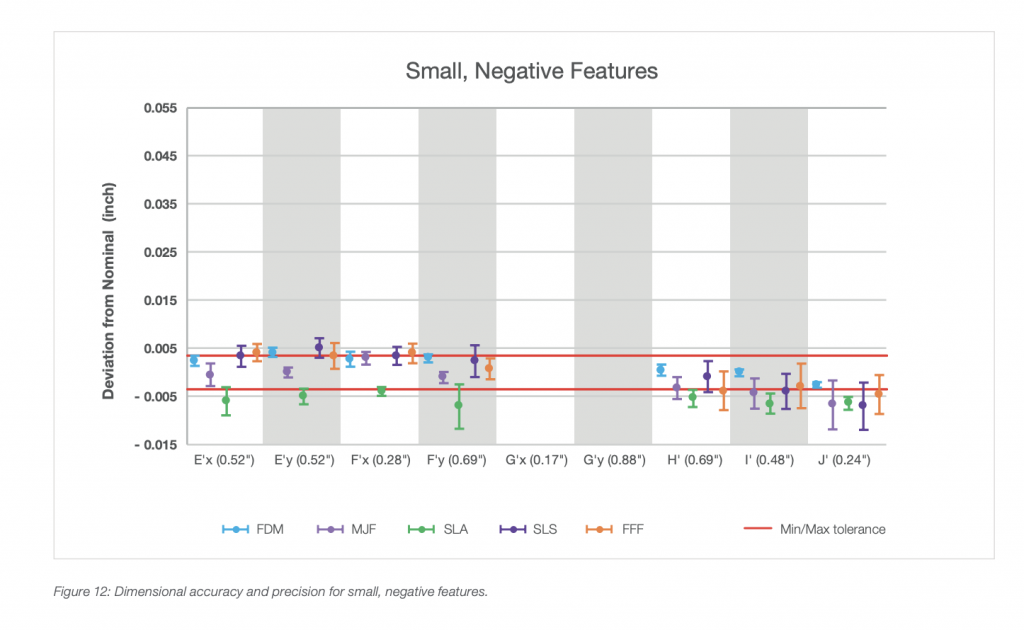
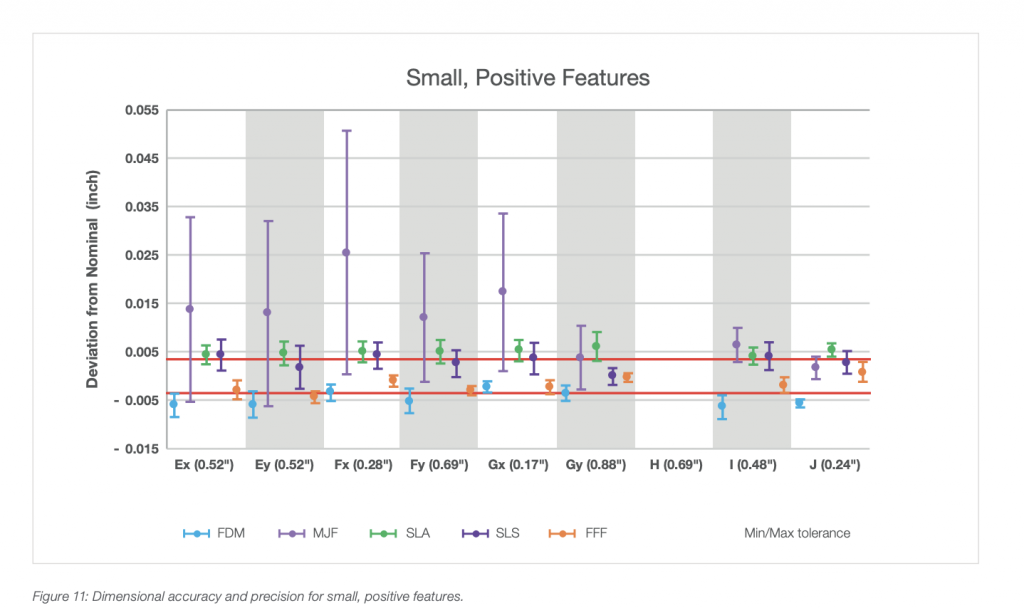
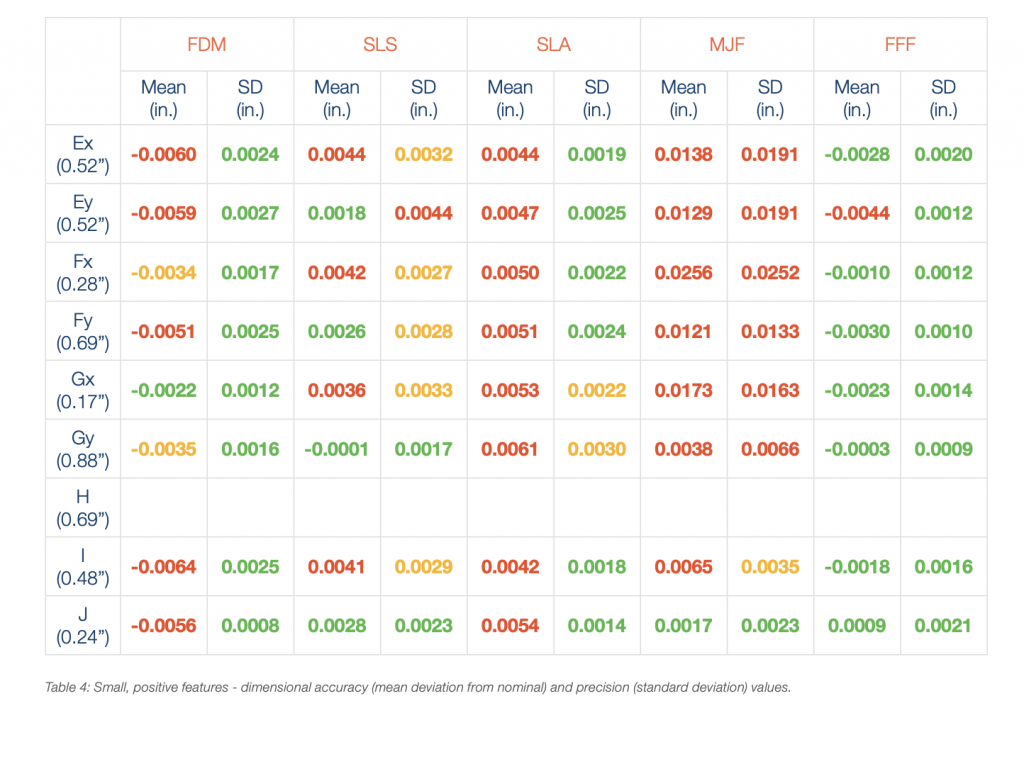
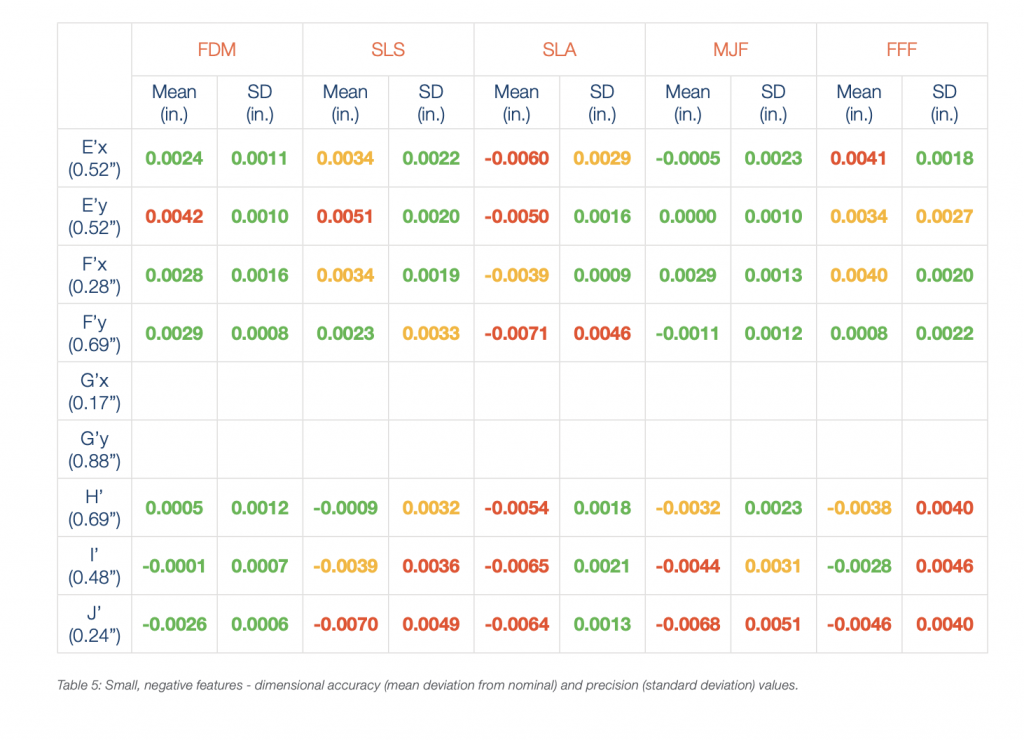
图11和表4显示了小的正面特征的结果。FFF具有最佳结果,其中七个特征在公差范围内。然而,在所有测量值都在指定或非常接近指定的公差带的情况下,SLA、SLS和FDM的精度是公平的。MJF被证明是非常不准确的(0.0017英寸到0.0256英寸)和非常不精确(0.0023英寸到0.0252英寸)。在精度方面,SLA、FFF和FDM与0.0008英寸到0.0027英寸范围内的SD相当。除FDM外,小的、负的特征结果(图12和表5)与小的、正的特征结果不一致。FDM继续显示两种精度(-0.0026英寸到0.0042 英寸)和精度(0.0006英寸到0.0016英寸)。另一方面,SLA、SLS和FFF的精度较差。同时,MJF在精度和精度方面都有较好的效果。
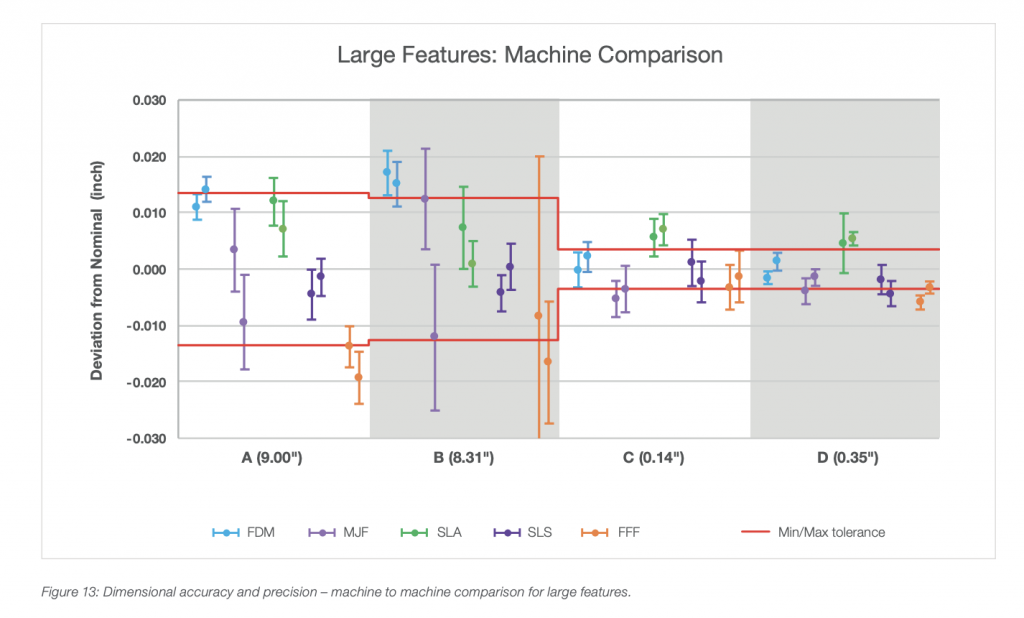
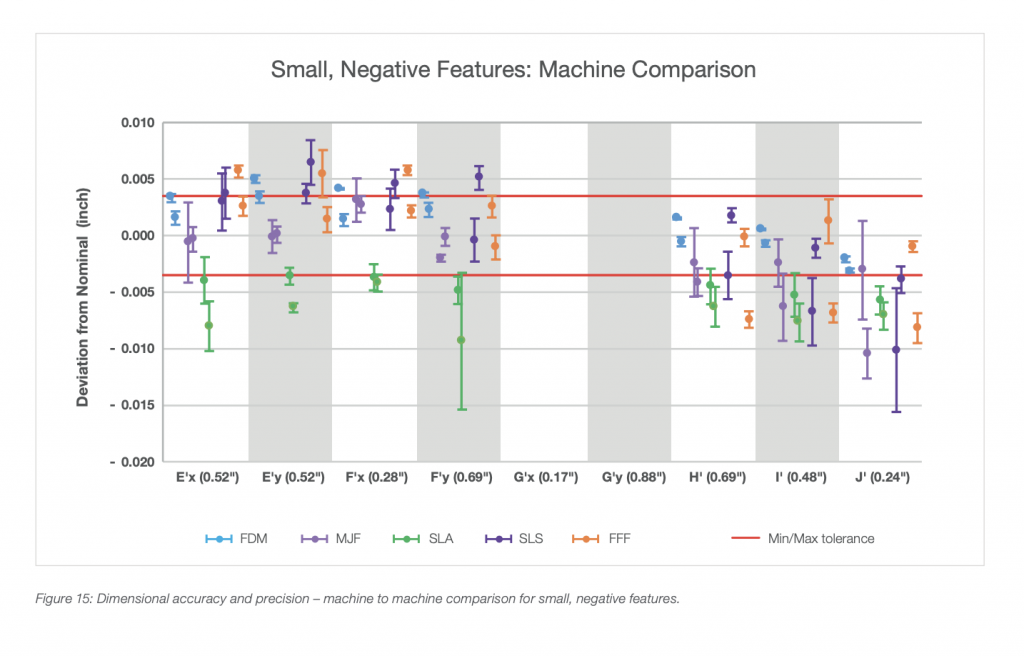
为了确定机器间不一致对精度的影响,图13、14和15给出了机器1和机器2的尺寸测量结果。这些图表与前面的图表使用相同的格式,但是每台机器的结果是并排显示的。当两台机器的标称尺寸和标准偏差(SD)的平均偏差相似时,显示出较低的变异性。对于大、小的正负特性,FDM在精度和精度上是两台机器中最一致的。对于精度而言,标准差不超过0.0007英寸。另一方面,MJF在精度和精密度上都有显著差异。对于精度,机器之间的平均差为0.0128英寸。平均标准差为0.0021英寸。此外,对于某些特性,如A、B、E和F,MJF在单个机器上缺乏精度。在比较SLA、SLS和FFF的机器与机器结果时,图13、14和15没有显示出所有功能在准确性或精度方面的一致模式。

结论考虑到力学性能的不同,FDM和SLA的拉伸强度和拉伸模量COV均在3.55%以下,EAB均在14.12%以下。MJF在除EAB外的所有区域都在XY方向表现良好。SLS、CLIP和FFF处理较差,差异显著增大,构建方向之间的三个属性的COV值缺乏一致性。当评估机器之间的性能可变性时FDM和MJF是最一致的。然而,三个属性中的两个,SLA和CLIP都显示出良好的机器对机器一致性。相比之下,SLS和FFF都显示出每台机器提供的机械性能之间的高变异性。对尺寸精度和方差的分析表明,FDM在大、小负、小正特征上具有最佳的效果。事实证明,SLA的差异很小,但不太准确。SLS的情况正好相反,这是准确的,但不精确。将FFF结果与不同特征类型的精度和精度相混合。在这项研究的维度部分,MJF被发现既不准确又不精确。在机器与机器结果的比较中,FDM在精度和精度方面也最为一致。同时,MJF的机器差异最大。SLA、SLS和FFF在机器比较中混合了好的和差的方差。研究发现,在机械性能方面,考虑到整体结果和机械加工差异,FDM和MJF具有最佳精度。对于尺寸精度和方差,无论是整体还是机器对机器,FDM都有最好的结果。因此,本研究表明,对于机械性能和几何尺寸的差异,FDM是制造准备就绪的先行者。
这篇论文由Todd Grimm撰写,他是一位久负盛名的3D打印顾问。然而,它是由Stratasys委托的。